The main factors affecting the drying process by the lyophilizer are the temperature (or heat supply) of the sublimation interface and the ability of the water vapor to escape the product. The former is mainly determined by the temperature of the shelf and the pressure (vacuum) of the drying oven, and the latter is mainly determined by the temperature of the sublimation interface (corresponding to the saturation pressure of water vapor) and the partial pressure of water vapor in the tank. Therefore, in order to make the drying process "reproducible", the temperature of the shelf, the pressure of the drying oven (vacuum degree) and its partial pressure of water vapor are "process control", so that the batch and batch products can have The same lyophilization conditions and the same quality.
The following describes the current shelf temperature, the pressure in the drying chamber (vacuum degree) and the control of the partial pressure of water vapor from the perspective of "process reproduction".
First, the shelf temperature control
The biomedical freeze dryers are all electrically heated, and the heating amount and temperature can be conveniently controlled by controlling the on/off of the electric heating. Generally two ways are used.
1, stepped heating
The warming phase is divided into sections, and the heater is turned on at the beginning of each section. When the temperature of the shelf (medium) reaches the upper limit of the segment value, the heater is turned off, the heat is maintained until the end of the period of time, and then the temperature rises to the lower section. In this manner, the rate of temperature rise of each shelf is not controlled, but since the temperature rise of the product lags behind the temperature rise of the shelf, the rate of temperature rise of the article is close to a predetermined value.
2, Â Tracking temperature
According to the heating rate required by the product, the shelf heating rate curve is determined, and the measured shelf heating rate is compared with the heating rate curve required at the corresponding time to determine the on-off time ratio of the heater, and the ratio is continuously corrected to actually increase the temperature. The curve tracks the required temperature rise curve, which allows for more accurate process control.
Second, the control of the pressure inside the box (vacuum degree)
In the past, the purpose of regulating the pressure inside the box was mainly to increase the pressure inside the box, which could increase the maximum temperature and heat supply allowed by the sublimation interface, thereby speeding up the drying. After introducing the idea of ​​“process reproducibilityâ€, people will have to re-examine the pros and cons of these methods with the ability to obtain “the same freeze-drying conditionsâ€. The main methods of pressure regulation in the box are:
1 , the school under the leak method
This is the method used by most biological and pharmaceutical freeze dryers, which is based on increasing the drying tower speed. The method is to introduce sterile air (or gas, the same below) into the drying box and the cold trap to form an air film on the condensation surface of the cold trap, so that the condensation resistance of the water vapor increases, the cold trap pressure increases, and at the same time The pressure in the drying oven is also increased accordingly.

Figure 2-7 Schematic diagram of external aeration control
This method increases the total pressure of the drying oven, improves the heat transfer conditions and increases the maximum allowable temperature of the sublimation interface, while the water vapor partial pressure is slightly lower, and the water vapor escapes, thereby increasing the sublimation rate.
but:
1 The scale of the heat conduction vacuum gauge is related to the gas composition. After the air enters the tank, the gas composition changes continuously, especially the gas composition in the desorption drying stage and the sublimation stage box is large, causing a large measurement error.
2 This method is to reduce the pressure of the cold trap to increase the pressure inside the tank. At the beginning of the sublimation stage, a large amount of water vapor needs to be captured. The reduction of the cold trap efficiency undoubtedly hinders the further increase of the sublimation rate, so it is often used in practical use. In the late stage of sublimation and in the early stage of desorption and drying.
3 In addition, if the airflow speed is high at the inlet of the cold trap, the air film collected on the condensation surface is continuously washed away, so that the water vapor is easily caught and condensed: while the air ratio is more and more in the latter part of the airflow, the condensation resistance is more and more The larger, the less icing. This uneven condensation on the condensed surface may even cause airway obstruction at the entrance to the cold trap.
2. Adjust the vacuum pump capacity method
It is also based on increasing the drying rate. The method is to reduce the pumping capacity of the vacuum pump or turn off the vacuum pump, so that the leaking and non-condensable gases volatilized from the product are gradually collected in the cold trap to reduce the condensation efficiency, thereby improving the pressure of the cold trap and the drying oven. pressure. This method improves the total pressure inside the tank, improves the heat transfer conditions and the allowable temperature of the sublimation interface, and is therefore effective for increasing the sublimation rate, and the vacuum pump can also reduce the running cost. However, the thermal power equivalent conduction vacuum gauge will have a large measurement error, and only control the full pressure within a range, resulting in the uncertainty of the full pressure and water vapor partial pressure control. In addition, cold traps are not evenly icing and may cause blockage at the entrance.
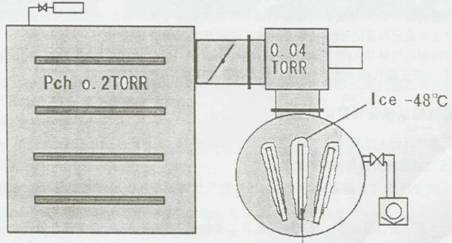
3 . Throttling pressure regulation
It is possible to separate the condenser, limit the opening of the vacuum pipe between the drying box and the condenser, and throttle the water vapor generated by the drying in the flow path of the pipe with a valve, a baffle, etc. to adjust the water vapor flow. The resistance coefficient of the road is controlled by the amount of sublimated water vapor in the tank to control the pressure gauge inside the tank to control the vacuum of the drying box. In the sublimation stage, the total pressure and the partial pressure of water vapor are substantially equal. Therefore, this method controls both the full pressure and the partial pressure of water vapor, and the control of the shelf temperature enables batch and batch freeze-drying conditions. The reproduction of the cold trap is also relatively uniform. This method can be utilized during the first stage of dry water vapor generation.
The advantage of this method is that, firstly, it is controlled only by the water vapor generated by the tank, and the gas is not reintroduced from the outside, so that the filtration of the external gas and the verification of the sterility of the gas are not required. Second, since the steam gas is removed in the vacuum pipe, the condenser can work properly. Third, since the degree of vacuum is controlled by throttling the steam gas in the vacuum pipe, there is sufficient vacuum saving. Therefore, even in the case of a power outage at the worst case load, the change in the vacuum of the dry box does not occur immediately unlike the case of the aeration control. The vacuum of the drying oven remains unchanged until the vacuum pressure in the condenser chamber deteriorates to half of the vacuum pressure of the drying oven.
The main problems are as follows: (1) Since the partial pressure of water vapor in the tank cannot be too high, the total pressure cannot be further increased, which is unfavorable for heat transfer restriction (such as pre-sublimation); 2 in the desorption drying stage, desorption The amount of water vapor is very small, and the throttling operation is difficult. In addition, at this time, it is hoped that the water vapor partial pressure in the tank is small to facilitate the desorption of water vapor, so this method is only suitable for the pressure regulation in the sublimation stage.
2-8 Variable Throttle Vacuum Control (Sublimation Period)
4 , cold trap temperature regulation method
The pressure of the drying oven is controlled by controlling the temperature of the cold trap to control the pressure gauge of the cold trap. This method does not directly control the pressure of the drying oven, but indirectly controls the pressure gauge inside the tank with the temperature of the cold trap. In the steady flow of water vapor, there is some certain dependence between the pressure in the tank and the temperature of the cold trap and the temperature of the cold trap, so that its control is feasible. For example, in the desorption drying stage, the amount of newly generated water vapor is small and the ice layer is not significantly changed. However, during the sublimation stage, the sublimated water vapor flow is constantly changing, and the thickness of the ice layer is constantly changing, which will cause a change in the dependence between the cold trap temperature and the cold trap pressure, which makes it uncertain for the pressure control inside the tank. Sex.
In addition, in order to control the temperature of the cold trap, it is also necessary to use a cold storage medium indirect refrigeration cycle, which is required for a cold trap requiring a low temperature of about -60 °C due to an increase in heat transfer temperature difference loss and an increase in circulation pump work. , greatly increasing the capacity and operating energy consumption of the required refrigerator. Japan's Republican vacuum technology uses a triple heat exchanger cold trap, which uses cold and heat to offset, and better control of the cold trap temperature.
18Mm Utility Knife,Auto-Lock Utility Knife Cutter,Professional 18Mm Utility Knife,Stainless Steel Utility Knife
Shangqiu City Huashang Zhiyuan Tools Co., Ltd. , https://www.hszytools.com